 少有人走的路
少有人走的路(一)电气硬件介绍
PLC简介
使用的汇川技术小型PLC:H3U-1616MT-XP。这是汇川技术第三代小型PLC控制器,从下面的命名规则我们可以知道通用机型16点输入16点输出通用晶体管输出机型。汇川第三代H3U机型采用MCU+FPGA架构,高速输入频率高达8200khz,标准机型支持5200khz高速差分输出.支持S曲线加减速,支持多种定位方式。
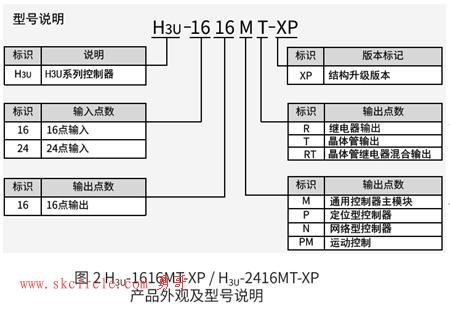
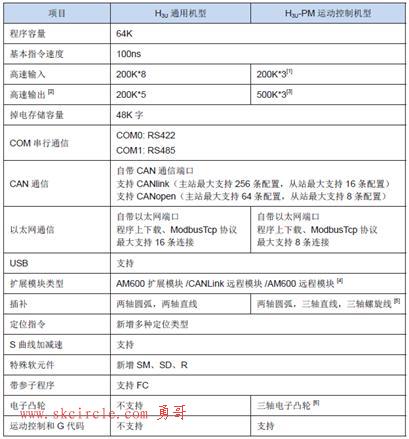
图2.H3U机型主要性能介绍
# 2.伺服简介
该项目中,我们伺服控制走的是通信,使用的通信协议是汇川技术自己的canlink通信协议。我们这里选择的伺服版本就是IS620P伺服驱动器。九个转矩轴的控制全部通过通信完成,牵引轴的使能通过通信给定,运行是通过脉冲进行IO端子的接线控制的。
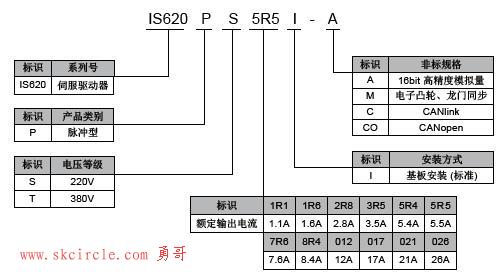
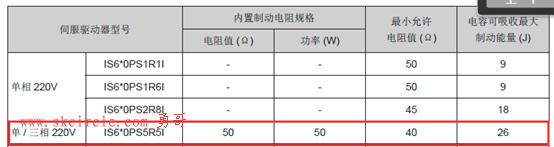
本项目中使用的伺服驱动器的型号是:IS620PS5R5I-C,具备内置制动电阻,内部制动电阻为50Ω。这个是非标版本的伺服,支持canlink通信。
# 3.伺服电机
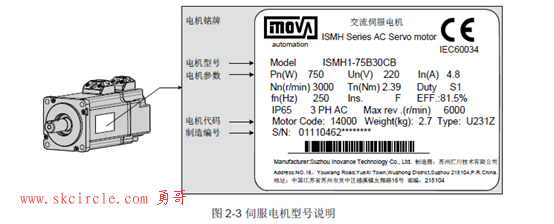
这个项目中,我们选用的电机并不是图上的H1系列电机,我们选用的是ISMH4系列的电机。H4是中惯量,小容量的电机。H1是小惯量,小容量电机。H2是低惯量,小容量。H3是中惯量,中容量电机。
在项目中发现每个电机轴的静摩擦阻力也不一样,查看电机铭牌发现电机型号是ISMH4-75B30CB-U231Z,也就是说这个电机是20位总线式编码器,采用的是油封来增加其防水防尘性能,这里每个电机的静摩擦力不同一般是由于油封造成的。
<
p style=”text-align: center”>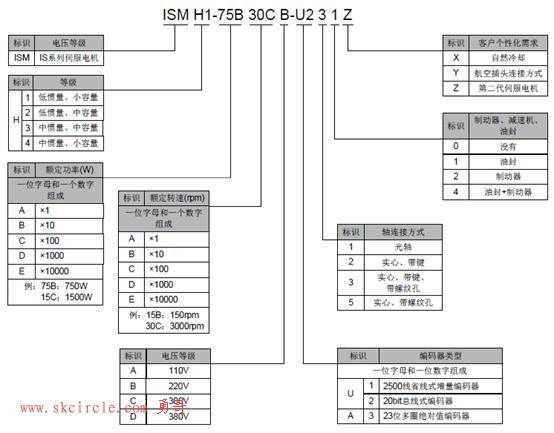
(二)电气接线介绍
1.伺服与PLC 通信接线

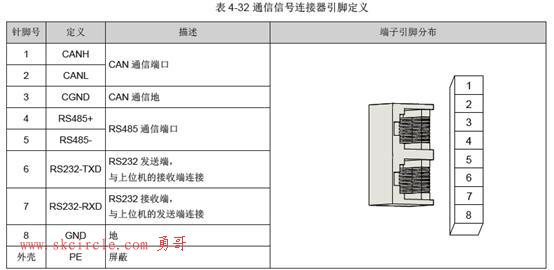
本项目中十个伺服轴和H3U小型PLC之间使用的是canlink通信,除了牵引轴需要使用脉冲控制外其他控制全部使用的是通信。通信这里采用的是手拉手串级连接方式,将canlink通信线连接到IS620P的CN3/CN4上,其CN3/CN4接口定义是完全一样的。使用的接口形式是RJ45网口连接。汇川伺服CN3/CN4是can通信和RS485 RS232共用的接口,比较尴尬的是用can通信不能用RS485通信,所以在调试的时候,需要拔掉can线,RS485才能连上电脑上位机。
下图是IS620P的CN3/CN4通信接口
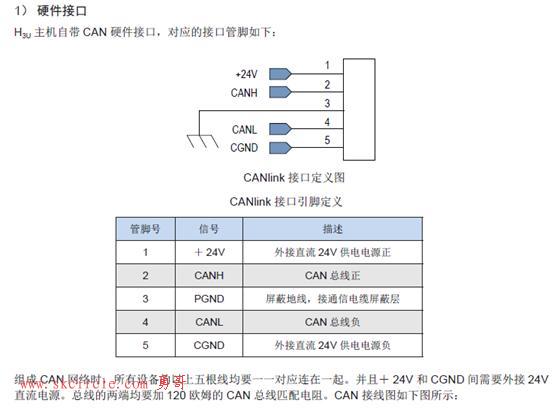
H3U小型PLC的can通信接口在PLC的下方,接口定义如下。
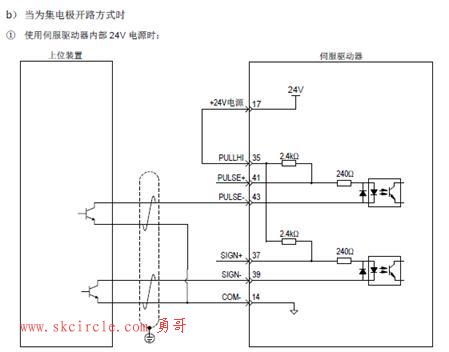
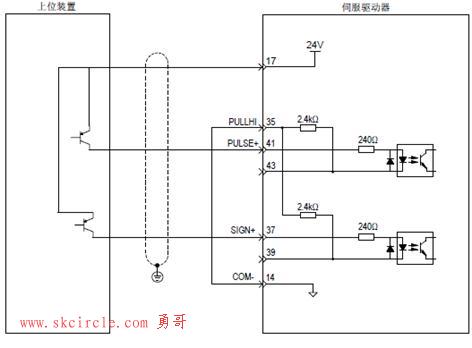
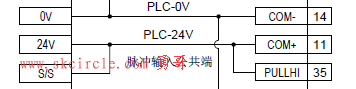
2.伺服与PLC脉冲端子接线

3.伺服驱动器与伺服电机接线

图 汇川伺服驱动器与伺服电机连接
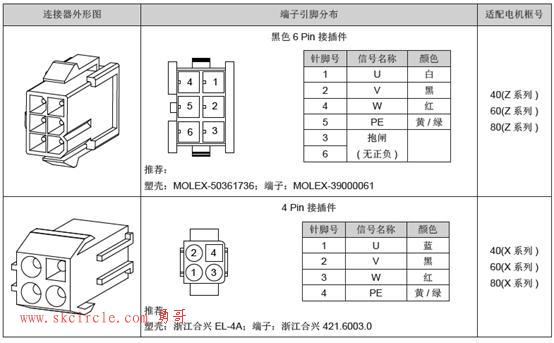
图 汇川伺服驱动器与伺服电机动力线接口
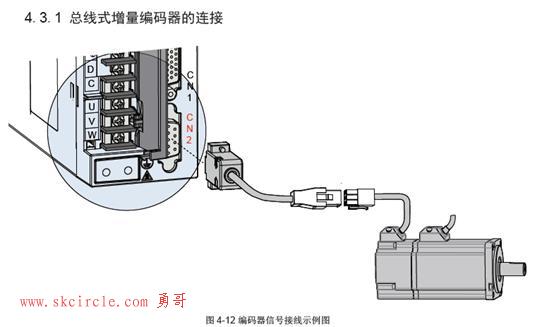
图 汇川伺服驱动器与伺服电机编码器接口
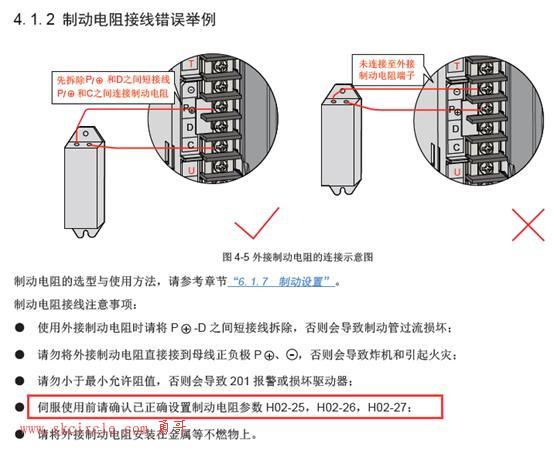
这个项目使用的是内置的制动电阻,直接短接P D。
(三)设备功能介绍
1.功能简介
这算是我的第一个小项目,用于贴合或者裁切的两用设备。这种设备一般可以用来生产多层材料,通过各个轴的配合可以将多层材料贴合在一起。比如我们生活中用到的双面胶,各种贴纸等等产品。而裁切机就是将上面的贴合成的长条产品裁切成各个小块的产品。
2.机械硬件介绍
1.收放卷轴
该设备有十个伺服轴,其中九个轴工作在转矩模式下。这九个轴是用来做收放卷用的,而收放卷的要求是恒张力控制,所以需要工作在转矩模式下。这九个轴对应的在设备上的编号分别为ABCDEFGHI。这九个轴都使用的是气涨轴,通过给各个轴充气,可以让这些轴与各种收放卷材料紧密贴合在一起。
2.牵引轴
另外一个轴工作在位置模式,作为牵引轴使用。因为设备需要工作在两种模式下,贴合模式和裁切模式。在贴合模式下,牵引轴使用发脉冲控制指令PLSV。这里PLSV指令是不带加减速的,最后我又换成PLSV2带加减速的指令。在裁切模式下,牵引轴工作在相对定位模式下。
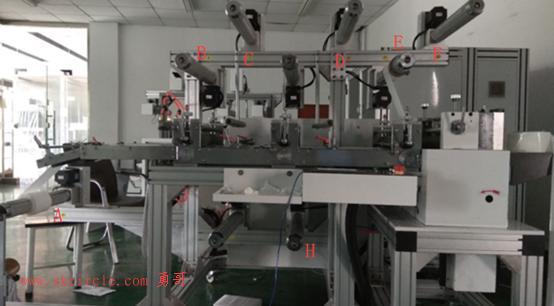
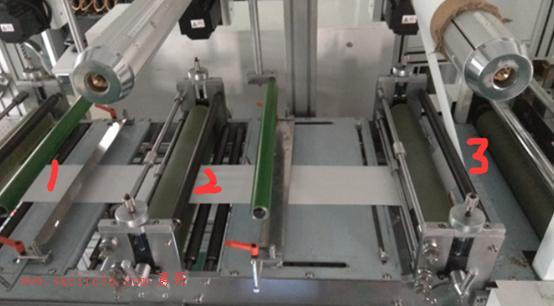
图1 设备正面图
3.跳刀裁切
这里使用的是跳刀(),每分钟不停的动作可以动180次左右,也就是完成一次跳刀动作大概在300多ms。这里跳刀只能切半断,如果需要全部切断还需要下面的全断气缸配合动作才能实现。
4.磁粉制动器
下图中,12轴的下面的那个胶滚上实际上是连着两个磁粉制动器的。磁粉制动器,给0到5v电压,可以控制磁粉制动器的摩擦力的大小。5v时,磁粉制动器的摩擦力最大。用于减少材料在生产过程中打滑情况。下图中3那两个胶滚实际是通过机械方式由同一个伺服驱动器和伺服电机控制的。




")
")
常用的6种方法")
 封装运动功能")


:随机对象源,用于生成随机摆放的物料")
:有无数组?字符串方法,读写文件,序列化,配置文件,异常处理,循环和选择,模块与包,调试手段")


Qt Widgets Designer界面设计器和界面应用")
:if的bool判断, 变量的作用域范围, 格式字符串, 弹窗, 列表推导式, 一个点歌小程序")





